«Управление и Оптимизация Производственного Предприятия»
|
|
|
|
|
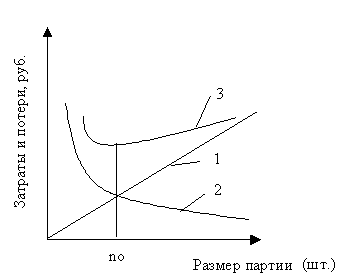
Планирование на предприятии Конспект лекций. Таганрог: ТИУиЭ, 2011. 9. Оперативно-производственное планирование 9.3. Оперативно-производственное планирование серийного производстваДля серийного типа производства характерно изготовление одного изделия разных модификаций или нескольких видов изделий сериями различной величины. Под серией понимается число изделий, одинаковых по конструкции и технической характеристике. Для серийного производства характерна обработка деталей и сборочных единиц партиями. Под партиями понимается планируемое и учитываемое число одинаковых деталей или сборочных единиц, одновременно запускаемых в производство и обрабатываемых с однократной затратой подготовительно-заключительного времени. В зависимости от номенклатуры изготовляемых изделий и степени устойчивости элементов конструкции в оперативном планировании применяются основные системы планирования: комплектная, которая имеет разновидности, комплектно-узловая, комплектная и комплектно-технологическая, машинно - комплектная, планово-комплектная и подетальная, которая имеет разновидности: собственно подетальная система и система непрерывного планирования. Эти системы отличаются по характерным признакам: 1) планово-учетная единица (деталь, конструкторский узел, группа деталей с общим сроком подачи на сборку); 2) календарно-плановые нормативы (размер партии, производственный цикл, задел и т.д.); 3) форма планового задания (квартальная и месячная подетальная программа, графики запуска-выпуска); 4) область применения (небольшая, средняя, большая номенклатура изделий с учетом типа производства). Межцеховое планирование в серийном производстве характеризуется следующими особенностями: 1) движение производства во времени определенными календарно-плановыми нормативами, на основе которых разрабатываются оперативные планы; 2) закрепление номенклатуры деталей и узлов за цехами и рабочими местами приобретает постоянный характер в соответствии с их специализацией; 3) номенклатура цеховых программ строится комплектно на изделия, узел, группу; 4) количественные задания, определенные по комплектовочным нормам; 5) календарное распределение заданий осуществляется в виде назначения сроков запуска и выпуска продукции. Календарно-плановые нормативы лежат в основе планирования серийного производства. Они включают размер партии изготовления изделия, нормативный размер партии и периодичность их запуска, производственный цикл, опережение запуска-выпуска партии, деталей и узлов изделий, уровень заделов и объем незавершенного производства. Используя эти нормативы, строят календарные графики работы производственных бригад и участков. С точки зрения производительности труда целесообразна работа большими партиями, так как уменьшается подготовительно-заключительное время, приходящееся на одну деталь. Однако увеличение партии ведет к увеличению производственного цикла и росту незавершенного производства. Поэтому нахождение оптимальной партии сводится к установлению такого числа деталей, при котором минимальны затраты на одну деталь (рис.9.3).
Рис.9.3. Зависимость затрат производства от размера партии: 1 – потери от связывания оборотных средств; 2 – затраты на переналадку; 3 – сумма затрат и потерь; no - величина оптимальной партии При упрощенном методе размер партии определяется по формуле
– подготовительно-заключительное время;
Величина партий деталей, узлов и изделий предопределяет периодичность процессов производства при данной программе и таким образом создает своеобразный ритм серийного производства, что существенно отличает его от единичного, в котором подобная периодичность отсутствует. Периодичность повторения партий в производстве определяется по формуле
где
|
||
 , (9.2)
, (9.2)